






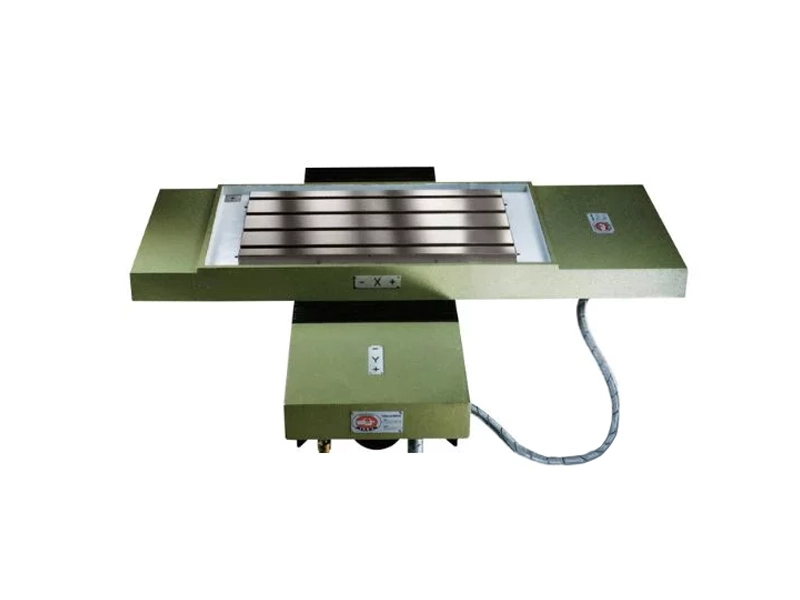
Tavola a coordinate di precisione, destinata in particolare modo ad eseguire posizionamenti in modo automatico di pezzi da forare o filettare, ma che si presta anche ad eseguire fresature e contornature di pezzi sotto fresatrici tradizionali o altre macchine utensili. Viene realizzata con struttura compatta e robusta, adatta a sopportare agevolmente le sollecitazioni più gravose derivate dalle lavorazioni meccaniche. Le guide di scorrimento sono prismatiche e registrabili, interamente rettificate e con riporto di “turcite B”, materiale antifrizione che consente bassi attriti e alte velocità di traslazione anche con carichi considerevoli. Le viti sono in acciaio a ricircolo di sfere, diametro 25 mm. con passo 5 mm., il filetto è interamente rettificato e le chiocciole sono precaricate al fine di garantire rigidità e assenza di giochi. I motori sono brushless, direttamente collegati alle viti a sfera. Il rilevamento della posizione assi avviene tramite trasduttori ottici con risoluzione centesimale. Un impianto con elettropompa temporizzata provvede alla lubrificazione forzata in tutte le parti in movimento. La velocità massima è di 10 metri al minuto. Sono montate adeguate protezioni in lamiera verniciata e a soffietto termosaldato. Tutta la parte elettronica di comando viene fornita cablata in armadietto a leggio. Detto armadio incorpora gli azionamenti con trasformatore e induttanze e l’unità di governo, costituita da un completo controllo numerico CNC, fornibile in diverse configurazioni. Soluzioni particolari di abbinamento tavola a coordinate-macchina utensile possono essere vagliate dal ns. ufficio tecnico che rimane comunque a disposizione per qualsiasi altra informazione sull’impiego di questa apparecchiatura.

Dati tecnici
Materiale: Ghisa G26 UNI 5007
Carico rottura: Rmin = 26
Allungamento%: A% = 1
Durezza Brinell: HB = 190÷240
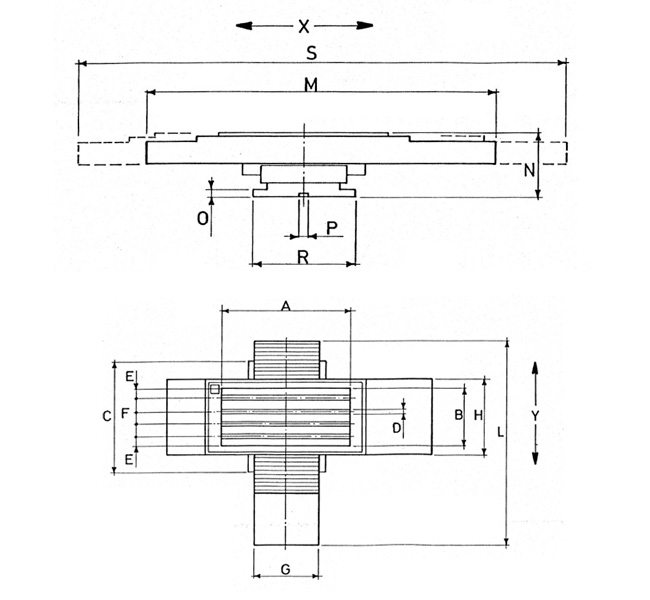
| TIPO | 400 | 500 | 600 |
|---|---|---|---|
| A | 575 | 675 | 775 |
| B | 280 | 320 | 370 |
| C | 505 | 605 | 705 |
| D | 14H7 | 14H7 | 14H7 |
| E | 53 | 55 | 65 |
| F | 58 | 70 | 80 |
| G | 340 | 362 | 422 |
| H | 382 | 422 | 472 |
| L | 1035 | 1145 | 1360 |
| M | 1150 | 1126 | 1485 |
| N | 220 | 220 | 220 |
| O | 24 | 24 | 24 |
| P | 16H7 | 16H7 | 16H7 |
| R | 385 | 400 | 460 |
| S | 1550 | 1686 | 2085 |
| X* | 400 | 460 | 600 |
| Y** | 360 | 360 | 470 |
| PESO KG | 170 | 205 | 270 |
Nota: Le caratteristiche e le dimensioni possono essere soggette a variazioni.
*corsa longitudinale
**corsa trasversale
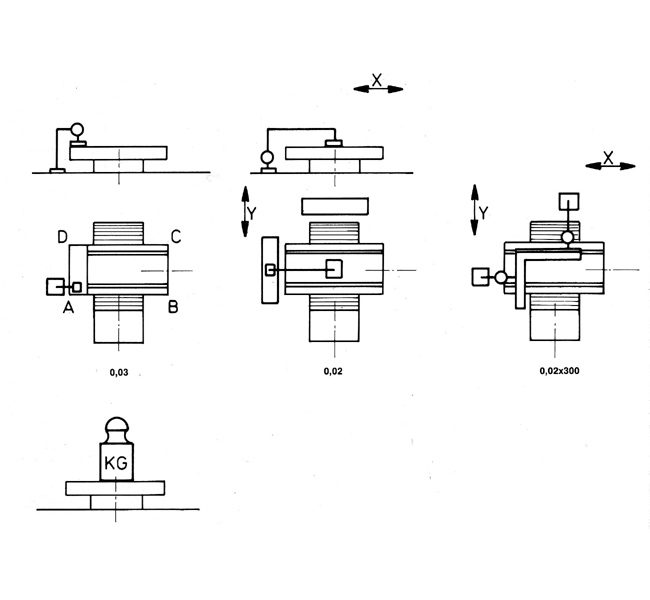
| TIPO | 400 | 500 | 600 |
|---|---|---|---|
| KG | 240 | 310 | 360 |
Nota: Le caratteristiche e le dimensioni possono essere soggette a variazioni.
Prodotti correlati

Richiedi informazioni
"*" indica i campi obbligatori
